Pallet Rack Inspection checklist – Pallet Rack Safety Regulations: Few warehouse operators have aggressive in-house rack inspection programs in place. Forklift accidents, collisions, dropped or misplaced loads, and other incidents that result in rack damage may or may not get promptly reported.
- When do warehouse storage racks need an inspection?
- When was the last time you had your warehouse and storage racks independently inspected for integrity and safety?
- Would any of your supervisors or line managers respond, “What do I mean “independent” inspections?
- Or — of greater concern — would they scratch their heads and ask “What do you mean rack inspection?”


Pallet racking inspection checklist
But even when a forklift hitting the front end corner of a rack gets reported, a typical management response never goes beyond “let’s go take a look,” as if a quick visual inspection alone will confirm that load limits and structural integrity of the rack have not been affected by the accident.
It’s as if, while other hazards “stand out” to otherwise reasonable and prudent supervisors, there often is an absolute lapse in concern for 100,000 pounds of rack and product collapsing in a pile across the tight confines of a busy warehouse.
It is especially important to have trained, competent, and concerned rack safety personnel when there is a high degree of activity in the warehouse, where there is the greatest risk of rack damage due to mechanical materials handling equipment.
When a rack has been struck by a forklift, one of the first priorities should be to identify any unsafe components in order to reduce the dangers of collapse.
Specific precautions and taking damaged segments out of service immediately may be the only prudent response to prevent possible risk of injury to personnel caused by continued use of damaged racking.
Rack safety is the employer’s moral responsibility and comes with substantial legal liabilities (civil and criminal). Racking inspection checklist – But supervisors should also realize the potential hidden costs of a rack collapse:
- Replacing materials and damaged goods
- Use of temporary storage facilities
- General disruption
- Workers’ compensation, general liability, and
- Insurance rate hikes following the loss
- Legal expenses from defending actions resulting from an accident
- Potential fines relating to violations of statutory safety requirements.


Pallet rack safety regulations
Warehouse racking safety checklist:
If you operate mechanical handling equipment, it’s critical to inspect your pallet racks. They are excellent storage equipment, but when damaged or incorrectly loaded or installed, they can become dangerous. It’s flat-out smart business to engage in regular inspections.
The process will not only help you comply with safety regulations and work safer, but it will also help you spot poor practices in your operation that might otherwise go unnoticed.


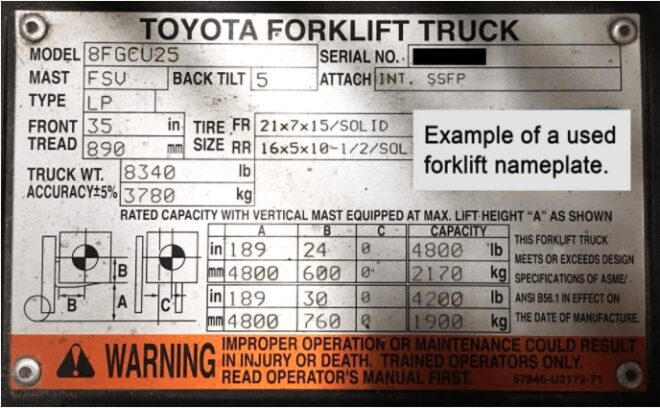
Racking design and Materials Handling Equipment
Storage racking for products on pallets should be designed specifically for the size, shape, and weight of the products being stored. The racking design should be compatible with the pallets and the materials handling equipment in use within the workplace.
Aisle width should be matched to the turning circle of the forklift or other materials handling equipment used to put-away, replenish or pick.
Safe Working Loads
Regular inspection of racking should be conducted both in-house and independent to check its integrity, identify maintenance requirements, and to ensure racking is not overloaded.
Do not exceed the Safe Working Limit (SWL) for the unit load or the safe working total load per bay for the racking.
There should be some means of ensuring that workers using the racking are aware of its Safe Working Limit; e.g. having one or more signs inconspicuous locations, such as at the end of all aisles, which contain the following information:
- racking manufacturer’s name and trademark.
- safe working unit load.
Safety Sign Regulations
It is now a legal requirement that if a risk or hazard exists, the employer after appropriate measures have been taken to reduce or eliminate that risk or hazard shall use appropriate safety signage to advise, warn and instruct personnel of the nature of the risks – and take the necessary measures to avoid or protect against them.
It is also a requirement that each employer provides (and ensures that each of their employees receives) accurate, comprehensible, and relevant information regarding safety signage. Also, they must ensure that suitable and sufficient training is given in relation to the meaning of safety signs and the measures needed to be taken in relation to them.
Altering the racking design or components
Any alterations to the racking should be scrutinized by a competent person and should take into account the effects on the Safe Working Limit. Operating procedures, signs and drawings should be amended accordingly.
In a broad sense, a competent person is an individual who, by way of training and/or experience, is knowledgeable of applicable standards, is capable of identifying storage equipment hazards relating to the specific operation, is designated by the employer, and has authority to advise on appropriate actions
Physical alterations to uprights, bracings, beams, or components, such as welding on additional components, should not be made.
Replacement of uprights, bracings, beams, clips, or other components should be with compatible parts. If not practicable, an engineering report should be obtained confirming the integrity and SWL of the racking with these alternative replacement parts.
Operating instructions
Procedures need to be in place within the workplace to ensure that operations are conducted safely with regard to the racking design, the load and capability of lifting equipment, a typical sign that can be used to remind managers and employees of workplace procedures for the safe use of racking.
Operating instructions need to be provided which include but are not limited to:
- the correct application and use of the equipment
- the safe working loads to be adhered to
- prohibitions on unauthorized alterations
The requirement to report any damage incurred due to impact so that its effect can be inspected and assessed (see also Inspection of Pallet Racking below).
Goods on Pallet to be stored in racks
Goods stored on pallets destined for storage are termed Unit Loads. The design of the pallet should take into account the nature of the goods in the unit load. A change in the pallet design should not be permitted unless the:
- racking design is suitable to support the weight of the unit load, and
- pallet design keys into the racking and so prevents the unit load from being dislodged.
An assessment of any change to the pallet design should be conducted by a competent person to prevent storage problems arising, such as:
- changing from wooden pallets to post pallets meaning that the legs do not key into racking
- using pallets larger than allowed for in double pallet racking, as they can overlap pallets behind or push them off their supports
- using pallets smaller than allowed for in the racking, as they can drop through
- using skid pallets in racking without timber decks, as they can drop through.
Boxes, cartons and other such items stored on pallets should not overhang the pallet. Unit loads on upper levels containing boxes, cartons, and other loose loads should be effectively prevented from falling by wrapping, strapping, or by some other means.
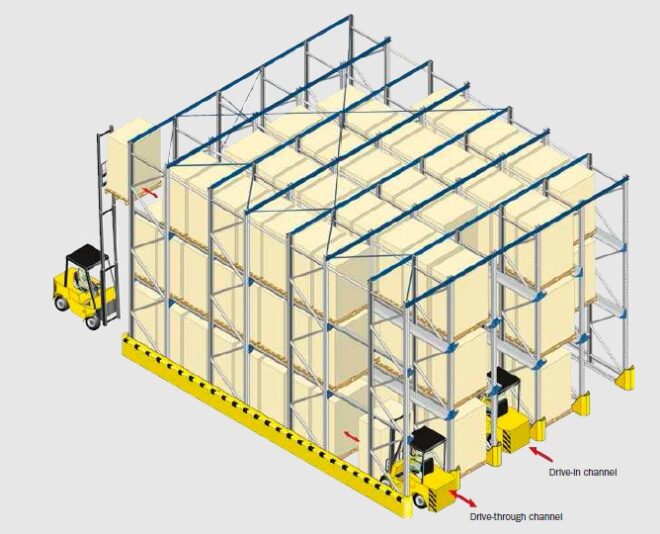
Anti collision system for racking
Collision protection: Bottom portions of those frames that are exposed to possible collisions by forklifts or other moving equipment should be protected with post protectors.
Damage reporting: Employees are responsible to report any damage or near-miss occurrences, however minor, to the supervisor so that its effect on safety can be immediately assessed and the hazard eliminated or risks reduced.


Pallet racking safety inspections
Pallet Rack Inspection checklist – warehouse inspections what to look for?
Safe working limits
Are rack load signs posted? …Check that the bays conform to the SWL signs provided by the designer/installer and that the racks have not been altered.
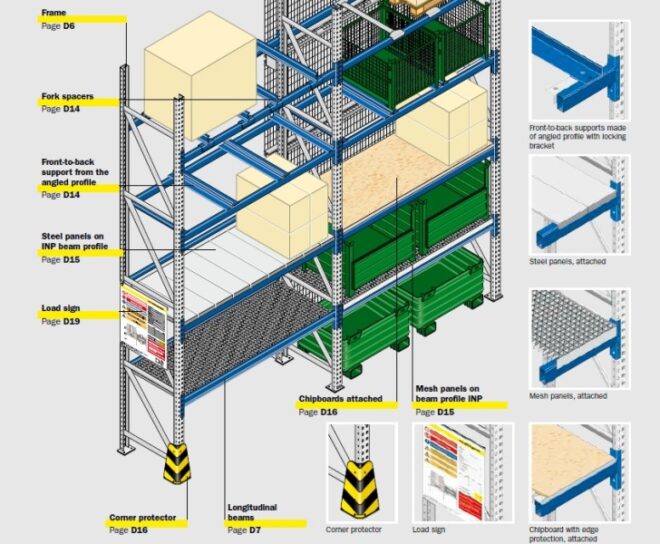
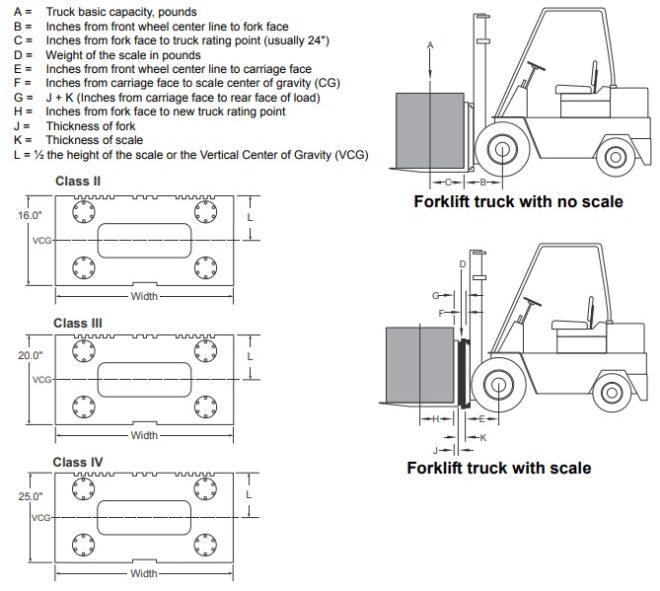
Pallet rack upright sizes
Uprights and footplates
Are uprights damaged? … If the upright shows significant damage, or is twisted or contains splits or cracks, then replace it or splice a new section in. If the upright is damaged and is to be replaced, ensure the footplate is also replaced as it will also have sustained damage.
Are splices in good condition? … Check the condition of any splices. Ensure that they are in accordance with the manufacturer’s technical specifications.
Out of Plumb Racking
Is the racking vertical? … Out of plumb racking is usually due to incorrect installation. Contact the manufacturer or installer.
Pallet rack Braces
Are racking braces damaged? … Replace bent horizontal or diagonal braces. See the attached table.
Are floor anchors installed? … Check that floor anchors are installed and are not damaged. Replace as required. If the floor anchor has been damaged, it is likely that the footplate will have also received damage and may need replacing.
Pallet rack beams
Are beams overloaded? … A large amount of beam deflection indicates the overloading of the racking (the maximum deflection of the beam should not exceed L/180 of the box sections length). Where two beams connect at an upright, the beam connectors should remain reasonably parallel. If racking is overloaded or has occurred previously, the beam connectors will form a `V’. This is a quick and easy guide.
Are beams damaged? … Check for obvious signs of beams being hit by a pallet or forklift. Damaged beams should be replaced.
Are beam connectors or safety clips missing? … Examine beams for damage and replace missing clips immediately. If clips are regularly being dislodged, contact the manufacturer or installer to determine why they are being dislodged, and implement corrective action.
Has a beam popped out of its upright? … Check that beams have not popped out of the upright and are suspended on one end connector only.
Are welds damaged? … If a beam has been hit and may only show minor damage, ensure welds are checked by a competent person for cracking.
Working under pallet racking
There shouldn’t be any unsecured loads being stored on a pallet at height and a scheme of racking inspections and damage reporting should ensure that the racking is stable. Lighting may be an issue.
Shelving does require regular inspection to ensure it is safe, particularly if it is in the vicinity of where materials handling equipment such as forklifts are used because the damage will be more common.

The most read

Pallet Racking safety standards
Selecting warehouse storage rack systems involves careful planning and appropriate system choices to ensure you get the most from your capital expenditures, reduce overhead, and respond quickly to distribution needs.
Pallet Racking Types
Pallet racking is a material handling storage rack system designed to store products and materials on pallets in horizontal rows and on multiple levels. Most warehouses prefer using pallet racking systems to maximize the storage space they have available.