Professional Web Writer | Motor Enthusiast | Content Creator | Logan is a dedicated and skilled web writer, passionate about engines and machines and with a talent for creating engaging and informative content.
She specializes in writing about a diverse range of topics including construction, forklifts, heavy equipment, excavators, etc. SEO Optimization: Proficient in SEO best practices, ensuring high visibility and engagement for all published content.
Here is a crane hand signal chart, which provides the standardized hand signals used in crane operations to ensure clear communication between the crane operator and the signal person:
Signal
Description
Hoist
Forearm vertical, forefinger pointing up, move hand in small horizontal circles.
Lower
Forearm vertical, forefinger pointing down, move hand in small horizontal circles.
Use Main Hoist
Tap fists on head, then use regular signals.
Use Whipline
Tap elbow with one hand, then use regular signals.
Raise Boom
Arm extended, fingers closed, thumb pointing upward.
Lower Boom
Arm extended, fingers closed, thumb pointing downward.
Swing
Arm extended, point with finger in direction of swing.
Stop
Arm extended, palm down, move arm back and forth horizontally.
Emergency Stop
Arm extended, palm down, move arm back and forth horizontally rapidly.
Travel (Both Tracks)
Rotate fists around each other in front of the body.
Travel (One Track)
Point with one finger in direction of travel.
Table of hand signals used in crane operations
These signals are designed to be clear and unambiguous to ensure safe and effective crane operations.
What are the proper hand signals for cranes?
Hand signals used in crane operations are standardized to ensure clear communication between the crane operator and the signal person.
Hoist
Lower
Use Main Hoist
Use Whipline (Auxiliary Hoist)
Raise Boom
Lower Boom
Swing
Stop
Emergency Stop
Travel
Travel (One Track)
These signals are internationally recognized and are crucial for maintaining safety and efficiency on construction sites or any environment where cranes are used.
It’s essential for both the signal person and the crane operator to be thoroughly familiar with these signals and to ensure they are clearly understood before beginning operations.
These signals are standardized to ensure safe and effective communication between the signal person and the crane operator during operations.
Questions about Crane Hand Signal Chart
These FAQs provide a basic understanding of crane hand signal charts and their importance in ensuring safe crane operations. For specific regulations or detailed guidance, refer to local safety standards and crane operation manuals.
Here are some frequently asked questions (FAQs) about crane hand signal charts:
What is a crane hand signal chart used for?
A crane hand signal chart is used to facilitate clear communication between the crane operator and the signal person (or rigger) on the ground. It ensures safe and efficient crane operations by providing standardized gestures that indicate specific actions or commands.
Why are crane hand signals important?
Crane hand signals are crucial for safety on construction sites and other work environments where cranes are used. They provide a reliable means of communication in situations where verbal communication may be difficult or unreliable due to distance, noise, or other factors.
Who typically uses crane hand signals?
Crane operators and signal persons (riggers) primarily use crane hand signals. The signal person is responsible for directing the crane operator using these signals to perform tasks such as lifting, lowering, swinging, and stopping operations.
Are crane hand signals standardized?
Yes, crane hand signals are standardized to ensure consistency and clarity across different construction sites and countries. Standardization helps to prevent misunderstandings and reduces the risk of accidents due to miscommunication.
Where can I find a crane hand signal chart?
Crane hand signal charts are typically included in crane operation manuals provided by equipment manufacturers. They are also available through safety organizations, regulatory bodies, and online resources related to crane operations and safety.
How should crane operators and signal persons learn and practice hand signals?
Both crane operators and signal persons should undergo training that includes learning and practicing crane hand signals. Training programs often include classroom instruction, practical demonstrations, and hands-on practice to ensure proficiency and safety awareness.
What should I do if I encounter unfamiliar crane hand signals?
If you encounter unfamiliar crane hand signals or are unsure of a signal being used, do not proceed with the operation. Instead, seek clarification from the signal person or supervisor before continuing. Safety should always be the top priority.
Can crane hand signals be supplemented with other forms of communication?
Yes, while crane hand signals are the primary method of communication, they can be supplemented by radio communication, visual aids (such as markings on the ground), or other means to enhance safety and accuracy in crane operations.
The most recognized brands of backhoe loaders such as Cat, Volvo, JCB are essential machinery when it comes to construction. They are versatile and have a long list of accessories that make them an all-in-one machine.
These effective machines are designed to have a price at the higher end, so it is always advisable to ensure that the machine you purchase is a recognized brand.
Backhoe loader brands
Here is the list of the best brands of backhoes.
Caterpillar
Volvo
JCB
Komatsu
Liebherr
CASE
John Deere
Terex
Hitachi
Hyundai
Caterpillar Inc.
Caterpillar is an American company that designs, markets and sells machinery and engines. It is known as the world’s leading manufacturer of construction machinery. Marketed under the CAT brand, Caterpillar manufactures the most reliable backhoe loaders with superior digging and excavation capabilities, demolition and excavation, landscaping and asphalt. Small CAT backhoes are useful for operating in areas where it is not possible to use larger machines.
JCB
JCB Limited is a leading manufacturer of construction equipment in the world. It has world-class facilities. It produces backhoes of various configurations and sizes. Its model with only 1.4 meters wide, has the ability to rotate on its own axis due to its Skid Steer design. JCB has been manufacturing backhoes according to the conditions, and needs of the land, which has helped them grow faster. Many companies offer JCB backhoe for rent.
Komatsu
Komatsu is a subsidiary of Komatsu Ltd., a manufacturer of construction, mining, and industrial machinery. Manufactures backhoes that are effective and provides a catalog for each product. Its products are known for their power, with the WA 900-3EO exceeding the power of 2000 rpm. Some of the backhoes also have a wireless tracking system that helps increase the productivity of the machine.
Volvo
Volvo backhoe loaders are everything you’ve ever wanted in a machine. It has a backhoe with the strength of a Volvo wheel loader and the performance of a Volvo excavator. It has an operator station that will keep you in extreme comfort. With features such as the reliable Volvo engine and electrohydraulic transmission, the machine guarantees long and productive life. The best thing about Volvo is that its machines are 95% recyclable, which helps to preserve the environment. These are the stars of the world of backhoes.
Mahindra
The new entrant in the Mahindra Earth Master market is loaded with extraordinary features. It is the new generation of backhoes in India backed by Mahindra’s engineering capabilities, manufacturing strength, and after-sales service.
The backhoe is built keeping in mind the rough Indian terrain and the latest vehicle systems, so it can work anywhere, even on rough and difficult terrain. In addition, their backhoes have some new additions to their list of features that offer greater reliability, less maintenance, and exceptional fuel efficiency. They are available at a price well within the reach of simple businesses.
Buy a backhoe or control it JCB, Earthmaster, CAT, Komatsu, Volvo is easily available with most suppliers.
Backhoes are essential equipment when it comes to construction. They are versatile and have a long list of accessories that make them an all-in-one machine. Contract JCB, Earthmaster, CAT, Komatsu, Volvo, etc., are easily available.
Backhoe equipment
Chargers are very common and can be used for a wide variety of tasks:
building
small demolitions
freight transport of construction buildings,
load on the construction of buildings,
hollows / excavation,
asphalted, and paving tracks.
In addition, the backhoe can also be replaced with the attached accessories, such as the screwdriver, the pneumatic hammer, etc.
The improvement of the articulation of the accessories can be saved with extendable accessories. (In the event of an error in the operating system).
Some have a retractable part below, enabling it to be reloaded more quickly and efficiently. The assembly front can be an accessory or be permanently assembled.
In recent years, small compact compacts have become very popular with private owners. Subcompact tractors, the size between the compact tractor and the tractor. These tractors offer private owners the ability to carry out bottom digging projects.
How to choose a brand
Whether you buy a used backhoe or a new model, many machines tend to be close in terms of performance and overall performance. This makes the manufacturer’s reliability and after-sales service even more important in making their final decision.
Revisions: The web is full of comments from real buyers. Pay close attention to the strengths and weaknesses of a backhoe loader manufacturer, particularly frequent breakdowns or problems with attachments.
Prestige and recognition: This can often reveal a research and development approach of the manufacturer. If specialized features such as environmentally friendly operation or important design aspects such as compact size are important to you, a prize is definitely something that should tip the balance in favor of that model.
Help and support centers: This is one of the most critical aspects of any backhoe purchase. When choosing among distributors, be sure to consider downtime, since a longer support service can lead to costly surpluses. Ideally, you should strive for a level of support that reflects your hours of operation.
Training and maintenance contracts: While experienced operators may feel comfortable with a backhoe, newer drivers may need instructions on the latest features. And a maintenance agreement is essential to avoid breakdowns and ensure that the charger continues to operate at peak performance.
What is the most sales brand?
What is the best selling brand of backhoes?
JCB backhoe loaders are by far the most sold in the world, since the brand has 50% of the market and, as it could not be otherwise, the brand also leads the segment. Thanks to its new models, the goal is for JCB to continue occupying this leadership position and, why not, continue growing in the market.
Why backhoe loaders are the equipment with more sales?
Their versatility makes them the indispensable vehicles for almost any type of work. In addition, your return on investment is one of the highest. Before starting any work, the engineers and responsible people in charge not only have to calculate the materials and the personnel they require but also the machines to accomplish the work entrusted in the shortest possible time. Thus, equipment such as backhoes, which can fulfill two functions at the same time, are the best tools
What jobs does a backhoe do?
The backhoe is an equipment that is used to excavate in all types of terrains, it performs its job by burying a spoon or shovel with which it extracts soil or materials deposited on the ground, it also carries loose material with the front bucket.
What is the difference between backhoe and excavator?
Backhoes are much smaller than excavators and are a standard tractor that supports an arm consisting of two segments, the dipper, and the boom. The boom further supports the dipper, which holds the bucket. Knowing the differences between an excavator and backhoe will let you choose the right equipment for your project.
CAT backhoes: ingenious, productive, original, durable. For excavation, trenching, filling and material handling capacity, the Caterpillar line of backhoe loaders is certainly strong in those aspects.
Robotic forklift system or Automated Guided Vehicles and robotic forklifts are increasingly becoming a mainstay in manufacturing facilities and distribution center operations where tasks are highly standardized, repetitive, and easily accomplished without the need for advanced human management.
While some Automated Guided Vehicle technologies like wire- and track-guided systems are at use in many locations today (and play an intricate role in improving efficiency), new technologies are making AGV forklifts and AGV pallet jacks an even more integral solution in your current material handling operation.
Many observers believe that automated forklifts are on the verge of making significant headway in warehouse applications. So why are driverless industrial trucks getting so much attention now? Who is adopting and implementing them? And what do potential buyers need to know before they make the leap?
Robotic Forklift
Robotic Forklift system
What if you could automate repetitive picking tasks and free up workers to take on more valuable roles?
With robotic forklift trucks, you can.
Built on standard production chassis, robotic lift trucks allow you to automate repetitive, low value-added tasks by picking up, transporting and dropping off pallets independently and reliably.
Robotic Forklift
Automated Guided Vehicles
The ideal solution for autonomous logistic applications. Industrial manufacturing associated to its innovative and proven unmanned solutions allows now industrials to optimize their logistics for complex operations inside or outside their premises.
This solution is dedicated to the autonomous management of heavy loads in the industrial environment. It consists of a fleet management system and of one or more Self Driving Vehicles of different types specifically adapted for transportation.
This system operates indoor or outdoor with high accuracy localization working independently from any external device (like satellites for the GPS or reflectors for laser positioning systems).
Robotic forklift cost
Do you face labor shortages, increased SKU counts, and increasing demands to move more, faster than ever before? Then automating your operation with robotics could be the ideal solution to meet your tremendous materials handling needs.
How can you decrease your cost of operations while stabilizing your workforce?
You will always need great people, but good people can be hard to find and even harder to retain. One forklift operator could cost a company up to $25.00 per hour. Fortunately, the average operating cost of a robotic lift truck is $7-$10 per hour. And it won’t leave your warehouse for a raise at a competitor down the street.
Your robotic lift truck can be programmed to perform many of the repetitive, day-to-day tasks for your operation. That offers your employees the opportunity to do more rewarding, higher responsibility work, which keeps them happier on the job.
With better retention and lower cost of operation, you could reap the full return of your investment in as few as two years
Comprehensive software integration: The robotic software interfaces with systems, giving your supervisory staff a complete view of your robotic “operators” in real-time.
Dual operating modes: A robotic lift truck can run autonomously on its programmed path or be driven by an operator. An operator can take manual control of the robotic lift truck at any time during its operation.
Cost-effective with no added infrastructure: Traditional automatic guided vehicles (AGVs) are designed as highly-specialized equipment that needs costly infrastructure. The forklift trucks add robotic components to a standard production chassis to produce a high-quality, cost-effective solution that requires no added infrastructure. That’s right–no laser reflectors, guide wires or magnets needed.
Improved inventory accuracy: The average inventory inaccuracy rate is currently 1.25%.* In an operation with $100M in annual revenues, that’s a $1.25M impact. Robotic lift trucks put loads where they are programmed to be, reducing costly time spent hunting for misplaced inventory.
Robotic Forklift
Robotic Autonomous Forklifts
Robotic Autonomous Forklifts Are Revolutionizing Warehouse Work.
Robotic autonomous forklifts are now hard at work in a growing number of warehouses and distribution centers — powered by amazing new technology that enables companies to reduce labor costs, optimize workflow and increase the bottom line.
However, many companies have adopted a wait-and-see approach when it comes to reaping the benefits of robotic forklift technology, impressed by the game-changing capabilities but uncertain whether the added expense would make it a worthwhile investment.
Well, the good news is that as technology continues to evolve, calculations around return on investment are now more favorable than ever.
In industry-wide conversations about robotic materials handling solutions, the question is no longer whether you can afford to consider integrating robotics into your operation. Instead, the question becomes: Can you afford not to?
Robotic Forklift
Work automation
As the world begins to adopt more forms of automated systems, it raises concern for the impact on job loss. While robotics can automate and improve efficiency it is not a substitute for all operations and human labor in the industry.
A study shows that 60% of companies are utilizing robotics as an assist to with current workforce rather than to replace it altogether.
This will lead to a fundamental change in the duties assigned to human roles. Repetitive, labor-intensive, and oftentimes potentially dangerous tasks will be replaced by robotics while more crucial and analytical roles will still need a personalized touch of human involvement.
Robotics help boosts productivity, efficiency, resilience, and even safety within a facility, however, humans are still needed to play critical roles in the overall system. The ideal solution is a blend of human involvement and robotic automation.
The pandemic showed the world that the current supply chain model was modeled after a world that does not exist anymore.
Customers demand easy access to products, speed of delivery, and high-touch customer service.
Businesses must evolve quickly to navigate the e-commerce demand and to stay ahead of their competitors.
Businesses that can serve eCommerce customers efficiently and effectively will win market share.
Stand-up forklifts (also known as stand-on and electric riders) are designed for applications where the operator must get on and off the lift truck frequently.
There are many different ways to handle a forklift and a diverse array of different vehicles. Nevertheless, there are fundamental responsibilities that are paramount, here are the most important responsibilities of a forklift operator:
Forklift Operator Responsibilities
Warehouse forklift truck
Forklift operator description
Forklift operator’s key responsibilities
Forklift Operator’s key responsibilities
Forklift Operators drive industrial trucks and specialize in warehouse transportation. Their primary responsibilities include loading and unloading warehouse material, optimizing loads to ensure operational efficiency, and identifying damages to vehicles.
Forklift Operator Responsibilities
Forklift operator duties and responsibilities
Forklift operator duties and responsibilities:
Identify and report faulty pieces of equipment, damages, and safety concerns to the Supervisor immediately.
Load and unload products from trailers using forklift trucks and other material handling equipment.
Store the products in the proper places in the warehouse.
Transport products to and from warehouse and distribution centers.
Deliver products to various units in a safe and timely manner.
Sort, pack, wrap, tie and label products as per company procedures.
Weigh products and record weight and other data in product labels.
Monitor and maintain accurate inventory.
Forklift driver job description
Forklift driver responsibilities:
Move and load hazardous wastes under the direction of a supervisor.
Clean work area and equipment regularly by removing empty pallets, wood, and plastic.
Follow company standards and legal regulations to ensure a safe and positive work atmosphere.
Maintain forklift equipment by troubleshooting breakdowns, performing preventive maintenance, recommending repairs, and performing routine pre and post-inspections.
Maintain material handling equipment by recharging, cleaning, oiling, refueling, and other necessary actions, and record all information on the log sheet.
Study the production schedule to determine material requirements, movements, and deliveries.
Record information regarding the movements of supplies, materials, and finished products.
Forklift Operator Responsibilities
Forklift operator job description
Being a forklift operator is much more than just obtaining your forklift license and starting the job, although that is the first step. An operator has many responsibilities not only to the company he/she is working for but also to OSHA.
OSHA (Occupational Safety and Health Administration) is a branch of the United States Department of Labor that assures a safe and organized work environment.
As stated on its website’s mission statement, OSHA provides and enforces standards by providing training, outreach, education, and assistance. Putting safety first when on the job is the main trait a forklift operator must have before anything else.
An operator needs to be trusted to carry out his/her duties in a safe manner and in compliance with OSHA and company policies. When you accept a job you need to make sure that you know company policies and regulations so that you can be in compliance with your company as well as OSHA.
Forklift operator safety responsibilities
Inspecting Forklift Before Operation
A forklift operator should inspect the forklift before operations begin.
First, the operator must check both the fuel and voltage levels before the operation.
Failing to do so can result in a malfunction of the machinery and ultimately result in collateral damage to goods or injury to personnel.
Another key survey is hydraulic oil. Hydraulic oil permits the forklift to raise and lower its lift platforms throughout the operation.
A responsible forklift operator should check hydraulic oil to prevent accidents during usage.
It is worth mentioning that inadequate amounts or bubbly hydraulic oil can result in immediate failure of the mechanisms.
Finally, it is also crucial to check other fluids that will enhance the use of the vehicle and also check some of the parts to make sure they are not worn or damaged.
Forklift Operator Responsibilities
Operate a forklift
Continuous Safety Training
The best forklift operators are committed to maintaining up-to-date knowledge of industry-leading safety practices. To complement this, it is prudential for any forklift operator to drive efficient yet safe workplace methodologies and lead the way in promoting an environment that values the welfare of personnel.
This is most important when you consider the gravity of using a heavy machine such as a forklift, a device that can easily cause injury or death if not properly used inappropriate faculties. In addition to safety awareness, a forklift operator should likely retain certifications in various material handling capacities to further drive safe operations.
What are the duties of a forklift operator?
Forklift operators are responsible for operating and managing industrial trucks to load and unload materials and deliveries and move them to and from storage areas, machines, and loading docks, into railroad cars or trucks or storage facilities.
Who is responsible for the safety of persons working in a forklift area?
From a legal perspective, the employer is responsible for safety in the workplace. When you drill down, it’s specifically the supervisor.
The warehouse forklift driver resumes the sample
Are you ready to launch a new career?
It’s time to create a fantastic resume that will introduce your skills and experience to potential employers. A quality resume will call attention to your skills and showcase your qualifications.
Your resume is one of the most valuable marketing tools you’ll use in your job search, so make sure yours stands out from the rest. Don’t be shy when it comes to highlighting exactly what you’re capable of.
Note that a forklift operator’s resume is incomplete without discussing your experience transporting goods. It’s important to highlight any experience you have operating a variety of forklifts.
This lets potential employers know that you’re not only comfortable operating heavy machinery but that you’re experienced, as well. It’s also important to showcase any professional safety training you’ve had. If you can fix minor forklift problems yourself, this should also be highlighted on your resume.
A Sidelifter is a semi-trailer built especially for this purpose, in which a set of cranes specially designed to lift and transport containers is mounted
It is a truck crane that incorporates a lateral elevator in the semi-trailer. Also called side loader container.
Also used for the handling of loads in the dock as the gantry truck, however, its use is more linked to rail.
It is used in both trains and trucks, leaning on the side of these as well as on the ground, to load and unload the containers laterally.
A Sidelifter is a semi-trailer built especially for this purpose, in which a set of cranes specially designed to lift and transport containers is mounted
side loader truck
Side loader container
How is it used? Two hydraulic arms, mounted on an attached vehicle, on the trailer of a truck, on a standard 2 or 3-axle truck, or on a railroad car, which allow access to the load, make it possible to load or unload standard containers from a maximum weight of 32 tons.
The process is executed by means of a radio control system located in the truck. It is important to note that the sidelifter is not capable of stacking containers.
The chassis is ideal for accurately placing shipping containers anywhere a truck can access, and then loading or unloading the container on the ground.
side loader truck
Sideloader
Advantages of using a sidelifter crane:
The loading and unloading of containers can take place on the ground, reducing the risk of injury.
The waiting time is eliminated so that other lift-type machines are available, as well as the need for expensive land preparation.
This not only saves money for the transport operator; It also saves time for importers, manufacturers, and distributors.
When transporting a sidelifter by road, operators can easily load containers into trailers without the help of cranes.
This means that, in addition to transporting their own containers, a Sidelifter can load and unload entire container convoys without the need to relocate independent heavy equipment.
This eliminates the cost associated with leaving the trailers on the site and increases the opportunities for the number of pickups and deliveries in each cycle.
It can also free up personnel and equipment for other tasks, thus increasing efficiency and reducing operating costs.
side loader truck
Side Loader Container Truck
Where is it used?
The field of application of this type of cargo handling system is wide, as wide as the use of the container for transporting goods.
Railway transfer
Because it does not require a lot of expensive infrastructures, just enough space to load or unload the wagons.
side loader truck
Container loading
The self-loading and unloading capacity of a container eliminates the need for forklifts and other heavy equipment available at both ends of the container route.
Industrial Transport Services
producing companies use these vehicles for their merchandise.
side loader truck
Intermodal transportation
characterized by a frequent transshipment of cargo between roads and railways and because it requires an uninterrupted transport chain.
side loader truck
Crane design
Who designed this Crane?
The sidelifter was invented during the 1960s in Germany, with a focus on military operations.
In the beginning, they were heavy and not profitable in the commercial area.
It was purchased by the Steelbro brand in New Zealand, which has developed the Sidelifter to be lighter and commercially acceptable.
It was also developed by the Hammar Maskin AB brand in Sweden. Since then, it has become a vehicle commonly used in intermodal facilities around the world.
The main alternative to expensive sidelifter machinery is the use of interchangeable body containers, which are too light to be stacked but can be unloaded from a truck by means of folding legs.
Today, the most important manufacturers are Hammar, Valart, Boxloader, and Steelbro, followed by other regional minority manufacturers.
side loader truck
Industrial Crane Design
Design of a Sidelifter Crane: Sidelifters cranes generally have the following attributes:
Crane Lift
Hydraulically powered cranes lift the container (from the ground, the loading dock, another vehicle, the rail car or from the top of another container placed on the ground or other location) into and out of the chassis.
These cranes are placed in the upper part of the side chassis and can usually be moved along the chassis moving with hydraulic cylinders or hydraulic motors to load different lengths of containers.
Power Supply
While cranes are usually driven by a diesel engine mounted on a trailer or gasoline engine, the cranes have sometimes driven through a power take-off from the truck or tractor.
Trailer Stabilizer Legs
These are equipped with hydraulic legs that are necessary to allow the lifting of loads of up to 44 tons without tilting the vehicle.
These can be adjusted to help the operation in a level less terrain and facilitate greater safety margins and load limits when stacking containers.
side loader truck
Chains
They are attached from the top of the cranes to the corner corners at the base of the container (s) during lifting operations.
There is a special link device that, when placed between two 20-foot containers, allows the user to lock two 20-foot (2 TEU) containers together, which allows the container-lifter to lift them up as if they were a 40-foot container. feet.
Truck cab
Drag the trailer, and in some cases supply power through the PTO. This tractor/cab always supplies the compressed air for the brakes of the sidelifter wheels. Normally, the sidelifter cannot be operated without being connected to the Tractor because even if the power unit is below the sidelifter, the tractor provides compressed air for the trailer brakes and also additional stability for the lifting operation.
Chassis
It supports the weight of the container when it is loaded, it also supports the cranes.
Remote Control
A device with control levers and buttons that are usually connected by a multiple-pair electric cable or by a radio signal, allows the operator to walk around the container and view the unit from several different angles during the operation.
side loader truck
Chassis Extension
Sometimes called a trombone chassis, which allows the unit to expand and contract to accommodate containers of 20 feet, 40 feet or even 45 feet. These trombone units are especially suitable for small secondary roads where curves are quite difficult with 40-foot trailers.
Sidelifter machines are designed to lift up to a maximum of 44 tons (49 short tons, 43 long tons) although there are smaller machines.
In addition to controlling the lifting and lowering of cranes, the operator can sometimes tilt the chassis using the stabilizing legs, which provides a limited capacity to operate on uneven terrain.
Crane Safety
Safety during maneuvers:
A sidelifter is classified for ISO containers, with a maximum total weight specified and a maximum distance from the sidelifter chassis (also called maximum range or maximum radius).
This information is found on an identification plate provided by the manufacturer, and the loads must not exceed these specifications.
It is known that side units flip like any other crane, especially when they lift loads that are heavier than the maximum allowed weight or when they operate at a radius greater than the maximum allowed radius.
Units should always be operated only by trained personnel. Local legislation sometimes requires security devices such as the Electronic Stability System that prevents the sidelifter from moving.
Side lifter trailer
SIDELIFTERS – SELF LOADING TRAILERS
STEELBRO strives to offer the world’s best-valued side lifter self-loading trailers.
STEELBRO Sidelifter is the most versatile and cost-effective container transport equipment.
Steelbro self-loading trailers are ideal for placing shipping containers with precision anywhere a truck can access, then loading or unloading the container on the ground. No other way of delivering and retrieving containers matches the accuracy and precision of STEELBRO Sidelifter technology.
Steelbro sidelifter
The STEELBRO Sidelifter self-loading trailer with the lightest tare weight ever subject to specifications.
Deliver higher payload and improve your fuel returns. The SB362 Lightweight has been specially engineered to have the lowest tare weight of any other 36-tonne sidelifter.
An outreach of over 4 meters allows transfers to and from flatbed rail wagons and companion vehicles making transitions quick, easy, and efficient.
Hammar Side Loader
Hammar Maskin AB is developing manufacturing, and marketing side loaders, also known as Sidelifters, Swinglifters, or Self-loading trailers, under the brand name HAMMAR.
Since its start-up in 1974 the company has been focusing on side loaders only, this dedication has made it possible for Hammar Maskin to become the world’s leading supplier of Sidelifters.
HAMMAR side loader has been sold in more than 111 countries worldwide.
Container Side Lifter
Prompt service saves time and money
Today Hammar has customers who travel here from other countries to get their HAMMAR serviced, and that says a great deal about our efficiency.
In the Service and Repairs Unit, the red route is designed to reduce waiting times for our customers.
Waiting around costs money, but our efficient operating methods enable us to save the customer a lot of time.
Hammar has production facilities where crane and chassis parts are built from scratch, Hammar can simply go in and select those spare parts which your customers require. We are therefore able to offer prompt service with short lead times.
In the case of major damage and breakdowns which take longer to remedy, Hammar service is absolutely first class.
We are always able to offer the loan of a replacement trailer as a standby, which means that our customers never need to interrupt their work schedule.
After all major repairs and renovations, the trailer is inspected and checked just as if it were new.
Port cranes
Alternatives to the Sidelifter:
The mobile container loader/stacker. A rubber leg crane is another device for loading containers into trucks (as well as around the port).
What is a side loader?
What is a side loader?
A side loader does exactly what its title suggests. It loads and unloads from the side of the machine. Instead of the forks being located in front of the equipment like on a standard forklift, a sideloader’s forks are located on its side.
what benefits does a side loader have over a standard forklift?
1. Sideloaders don’t need to turn like standard forklifts, so they can drive up alongside the rack or the truck and easily unload and load from the side 2. Sideloaders are designed to work in narrower aisles and doorways 3. Long loads such as timber, steel or pipes are more easily handled because the load is facing in the direction being traveled, reducing the overall width of the equipment and load 4. A flatbed allows the load to be stabilized, ensuring safer movement 5. Since the load is carried on the side, the operator has clear visibility in front and behind 6. New side loaders have been developed as multidirectional machines, so they can move in all 4 directions by changing the direction of the wheels
A few things to be aware of with side loaders
-Sideloaders are not as maneuverable as standard forklifts (although multidirectional sideloaders offer advances in this area) -Sideloaders are a specialized machine. -While they are great for long or awkward loads, think about what else you are trying to move and whether you need your machine to handle different types of loads, or whether a combination of different equipment would work best. -Another alternative to a side loader is a multidirectional forklift, such as the range from Combilift, which offers the benefits of a side loader and standard forklift.
what is a Combilift?
All over the world, Combilift is revolutionizing the way companies handle and store materials, especially long and awkward loads, or when space is limited. Our pioneering product range includes multi-directional, articulated, pedestrian forklifts as well as straddle carriers.
Container cranes consist of a supporting framework that can traverse the length of a quay or yard on a rail track. Instead of a hook, they are equipped with a specialized handling tool called a spreader.
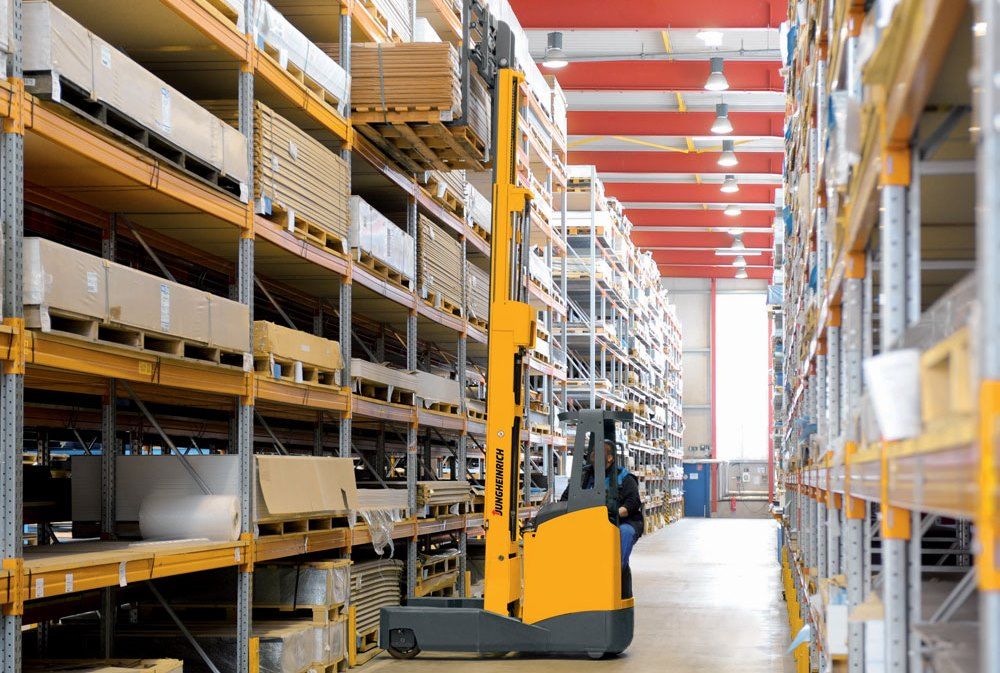
A reach truck is designed to reach extreme heights. They are best suited for narrow aisles lined with tall shelving and are traditionally found in indoor work environments.
They are very maneuverable and can be extended beyond their stabilizing legs to obtain products that are difficult to access. Additionally, most reach trucks have a tilt mechanism that allows better visibility for operators.
What is the difference between forklift and reach truck?
A reach truck is a smaller vehicle than a forklift, allowing it to remain much more agile.
It has a slimmer chassis and holds loads closer to its wheelbase, allowing it to perform well in warehouses with narrow aisles and tighter spaces.
Instead of a counterweight, a reach truck has two outer stabilizing legs that distribute the weight of the load.
Difference between Forklift and Reach truck
What is the difference between forklift and reach truck?
Understanding the difference between a forklift and a reach truck is important, whether you’re planning to lift lightly or begin your operator training.
Not many people know this, but forklifts are a general term for a variety of lifting and loading vehicles that are made for specific jobs. Each type of forklift has a specific method of operation.
Two of the main types of forklifts include: counterbalanced forklifts and reach trucks
Our goal here is to help you better understand these two forklifts so that you can choose the right one for the job at hand.
What is reach truck?
Reach trucks are forklifts used in narrow aisle applications such as warehouses.
They are designed to have two outer legs that help distribute the load and a single set of wheels at the rear. The wheels are located under the operator, helping to create a tighter turning radius.
This allows operators to navigate smaller spaces and still be able to reach higher racks.
Making your aisles taller and narrower is a good way to create more space when your warehouse gets tight, but it can also make navigation and material handling difficult.
Reach trucks can be used in any warehouse, allowing operators to easily enter and exit narrow aisles and reach significant heights, all while maintaining lifting capacity. Reach trucks enable unmatched confidence in challenging warehouse environments.
Although some models allow a forward stance, the operator generally sits on the side, allowing for maximum comfort and maneuverability.
Reach trucks include several features to improve operator visibility.
The cab can be tilted to help the driver have a better view or have an open protective roof.
Many reach trucks come with a camera, allowing the operator to see what is happening overhead on a video screen.
Reach truck capacity
Reach trucks can generally handle less capacity than a traditional counterbalanced forklift.
Besides working in tight spaces, the other advantage of a reach truck is its maximum height.
With maximum lift heights on some models extending above 40 feet, reach trucks allow your business to scale your storage vertically.
In addition, since all forklifts have a multi-capacity electric battery, they are quiet and emit no emissions, making them even more suitable for indoor work environments.
Stability triangle forklift
One of the main differences between a counterbalance forklift and a reach truck is the method used to stabilize their loads.
As the name suggests counterbalance forklifts are designed with a larger counterweight in the rear of the unit.
This weight directly offsets the weight of the load being carried out front on the tynes thus greatly reducing the likelihood that the unit will tip over when operating.
Reach trucks do not have an external counterbalance weight instead they rely on two features to stabilize their loads, stabilizing legs extend out and to the side of the tynes combined with the weight of the unit’s battery to keep the unit stable reducing the risk of it tipping over.
Counterbalance forklifts and reach trucks have been specifically designed to carry out different tasks.
The ability to design counterbalance forklifts with larger counterweights in the rear allows them to lift and move heavier weights than reach forklifts.
Stand-up forklifts (also known as stand-on and electric riders) are designed for applications where the operator must get on and off the lift truck frequently. They are more maneuverable and need less space to operate than sit-down forklifts.
In a forklift, the main characteristic is its price, maintenance, and spare parts. The capacity of these machines to support weight simplifies the movement, transfer, and order of the merchandise.